Over 1,100 per day. How Škoda manufactures batteries for electric cars

Škoda Auto has launched its own large-scale production of batteries for electric cars. A new production line manufactures a new type of battery compatible with the existing MEB platform. The batteries will be supplied to Škoda electric cars as well as to models from other brands within the Volkswagen Group. Take a look at how they are made.
27. 2. 2026 eMobilityMaximum automation
To ensure smooth production, the new factory integrates a battery-cell warehouse with stock levels sufficient for approximately one week of production. Two key pillars of local production are already clearly visible in the warehouse: a high degree of automation and a strong emphasis on safety.
Battery cells arrive from an overseas supplier in containers which, following inspection, are transferred via a loading line into the warehouse fully automatically. The warehouse itself requires only minimal human operation. From there, the cells are supplied to the production lines via a series of fully automated conveyor systems.
 The article warehouse is fully automated, conveyors deliver articles to production without human assistance
The article warehouse is fully automated, conveyors deliver articles to production without human assistance

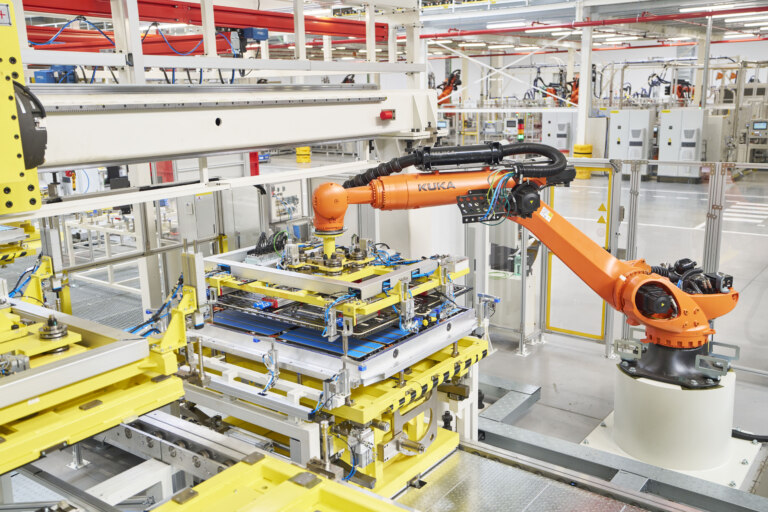
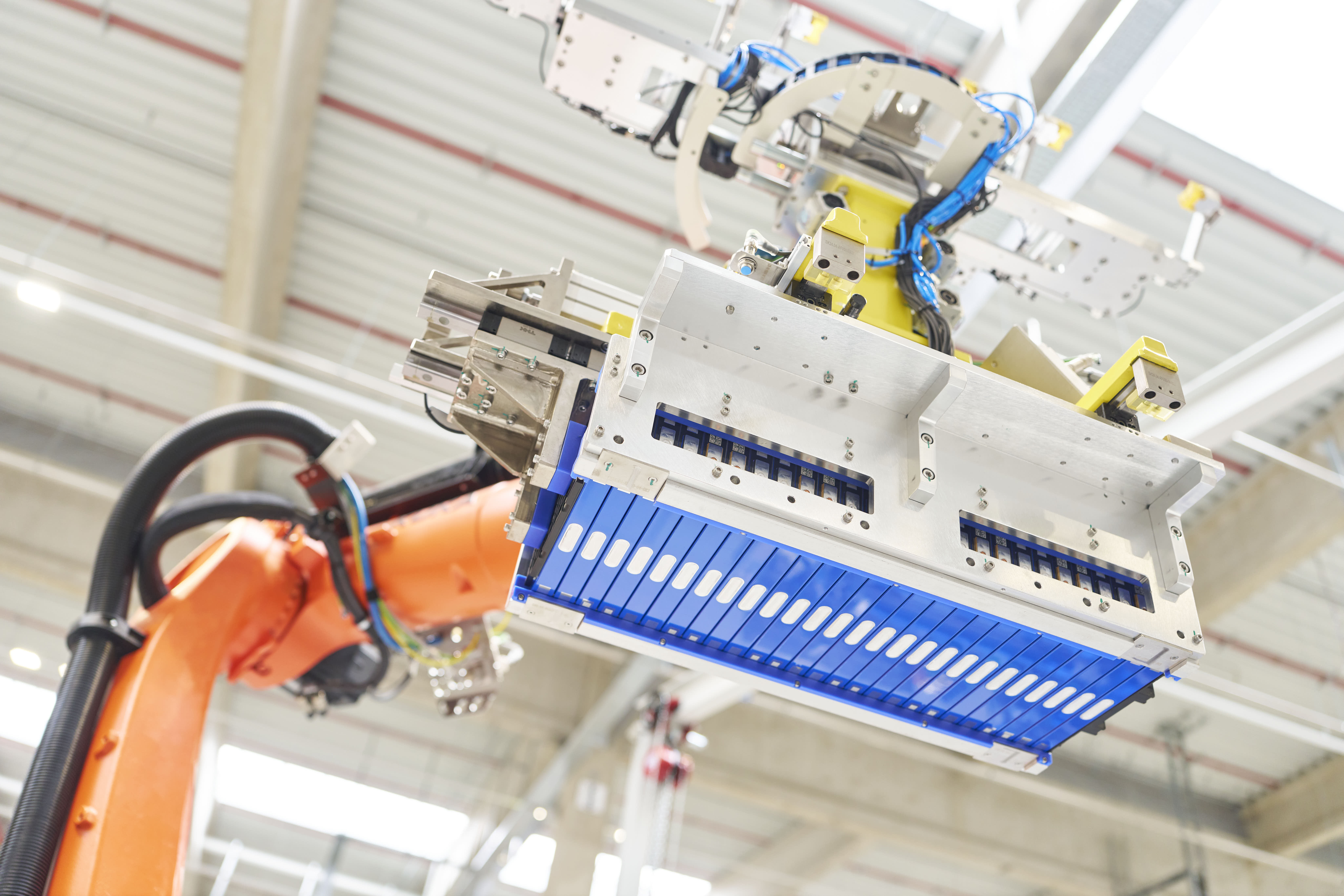
Robot assembles battery cells on the production line
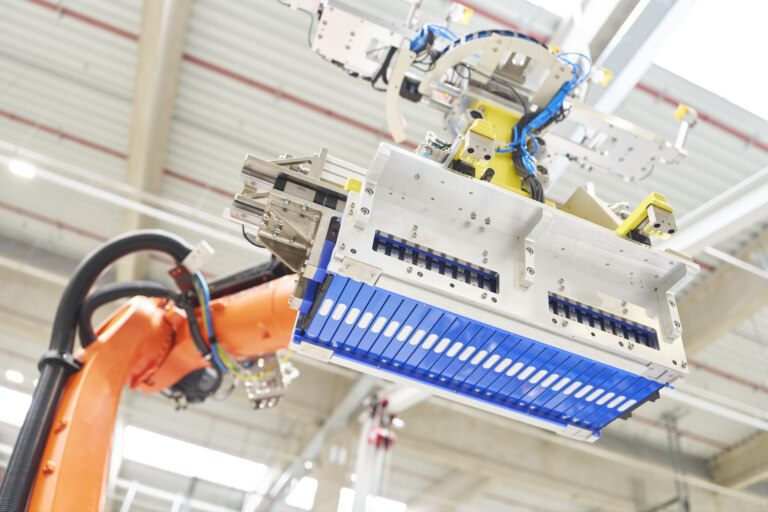
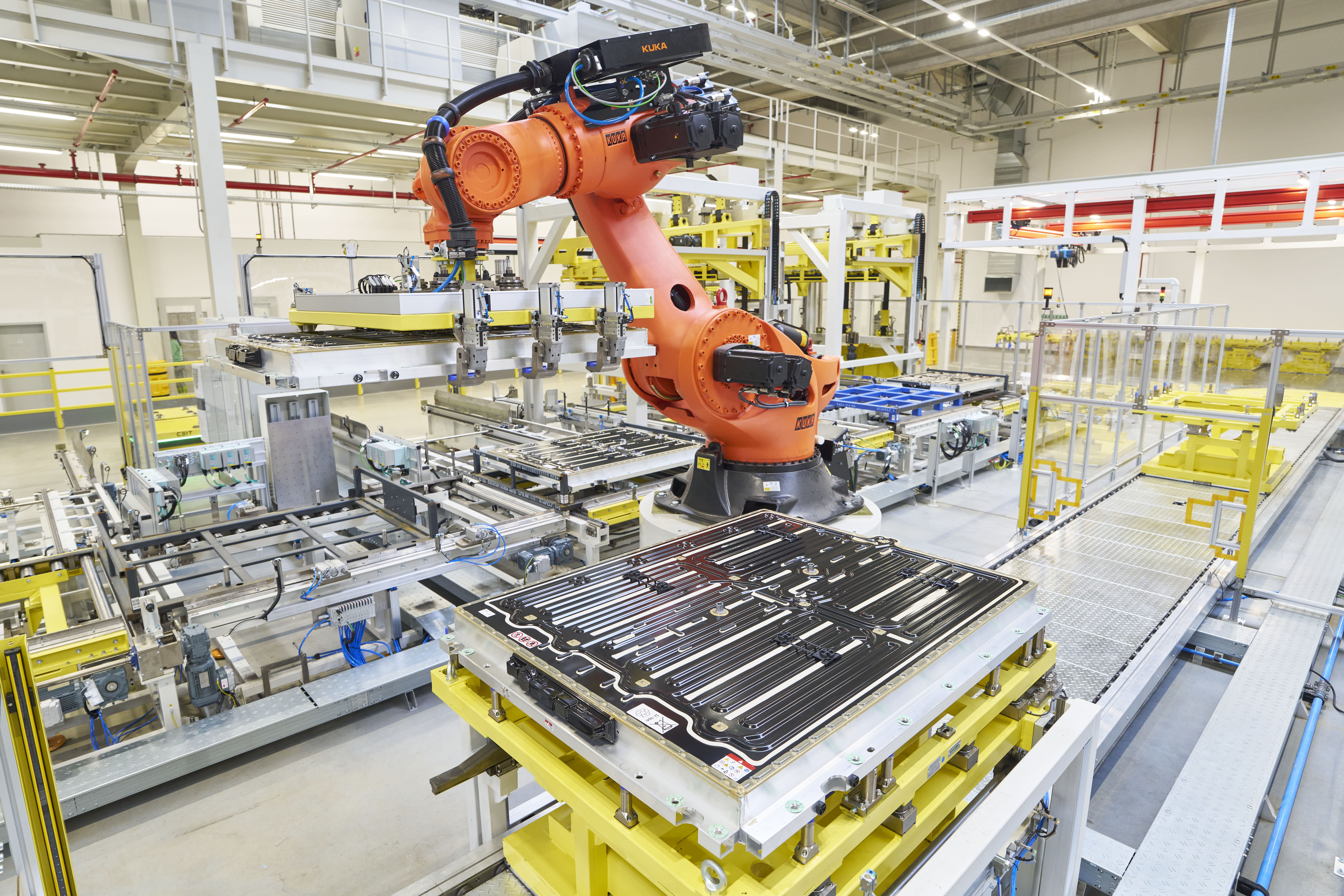
The finished battery stack, which is sent on for installation in the battery

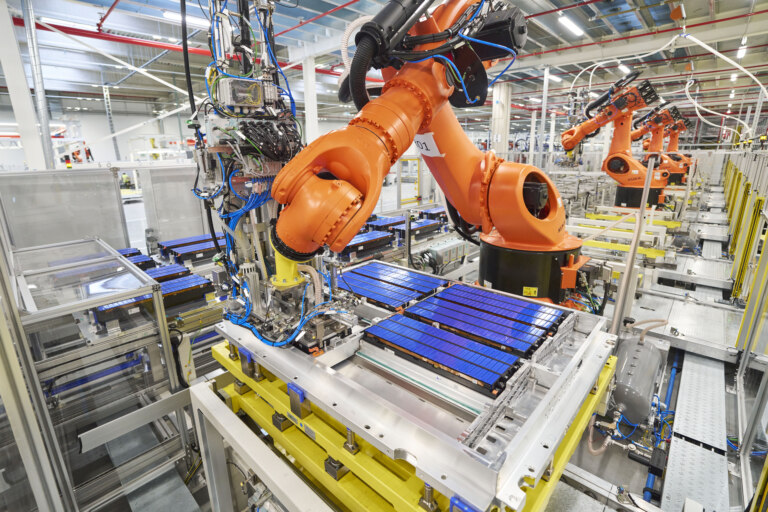
Frames with built-in battery stacks, in its current form, the battery uses eight stacks
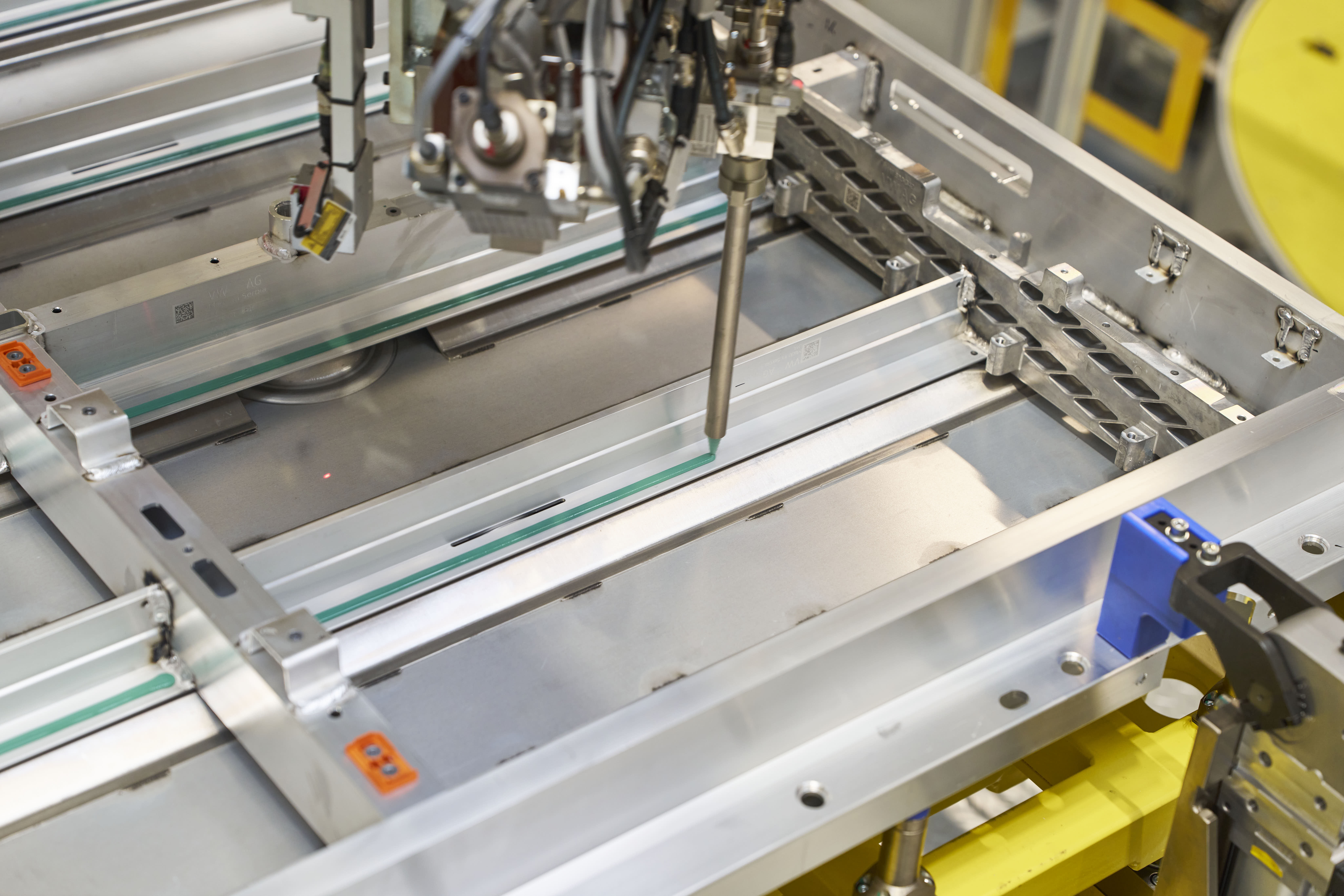
Gluing stacks into the battery, the green line is glue

During stack production, robots perform more than 936,000 welds per day
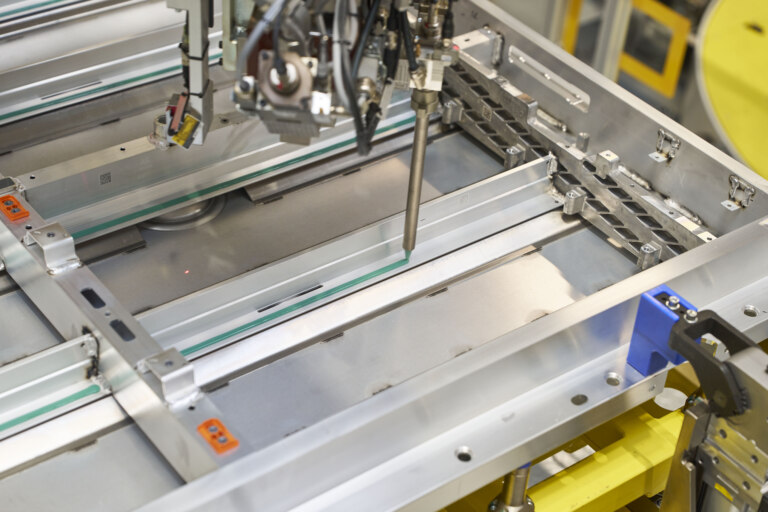
Applying adhesive to secure the stacks to the battery
The robot delivers the battery cover, the final stage of production is approaching

Finished battery, upper cover contains cooling channels

Be the first
to get the latest stories
Explore more



Media Box
9 images





Show more
Show less